相信朋友們知道,現代汽車工業為了減輕發動機重量、節約油耗,汽車設計過程中較大限度的采用鋁、鎂、鋅等有色輕金屬及其合金材料和薄壁結構鑄件作為發動機設計中的優先選擇。但是鑄件不可避免的會產生各種各樣的缺陷,今天,臺州浸滲小編就來和朋友們分析一下鑄造缺陷形成原因及解決辦法。內容如下:
鑄造缺陷形成原因及解決辦法
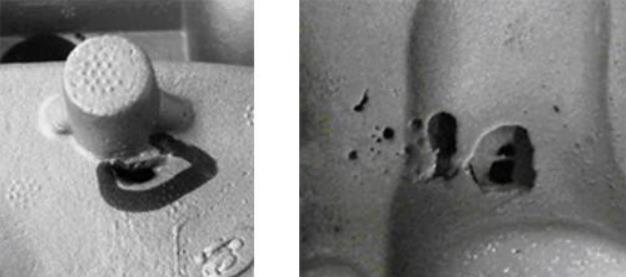
一、氣孔
形成原因:
1.液體金屬澆注時被卷入的氣體在合金液凝固后以氣孔的形式存在于鑄件中
2.金屬與鑄型反應后在鑄件表皮下生成的皮下氣孔
3.合金液中的夾渣或氧化皮上附著的氣體被混入合金液后形成氣孔
解決方法及修補
1.澆注時防止空氣卷入
2.合金液在進入型腔前先經過濾網以去除合金液中的夾渣、氧化皮和氣泡
3.更換鑄型材料或加涂料層防止合金液與鑄型發生反應
4.在允許補焊部位將缺陷清理干凈后進行補焊
二、疏松
形成原因
1.合金液除氣不干凈形成疏松
2.最后凝固部位不縮不足
3.鑄型局部過熱、水分過多、排氣不良
解決方法及修補
1.保持合理的凝固順序和補縮
2.爐料靜潔
3.在疏松部位放置冷鐵
4.在允許補焊的部位可將缺陷部位清理干凈后補焊
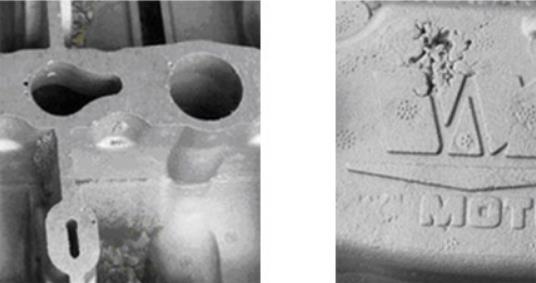
三、夾雜
形成原因
1.外來物混入液體合金并澆注人鑄型
2.精煉效果不良
3.鑄型內腔表面的外來物或造型材料剝落
解決方法及修補
1.仔細精煉并注意扒查
2.熔煉工具涂料層應附著牢固
3.澆注系統及型腔應清理干凈
4.爐料應保持清潔
5.表面夾雜可打磨去除,必要時可進行補焊
四、夾渣
形成原因
1.精煉變質處理后除渣不干凈
2.精煉變質后靜置時間不夠
3.澆注系統不合理,二次氧化皮卷入合金液中
4.精煉后合金液攪動或被污染
解決方法及修補
1.嚴格執行精煉變質澆注工藝要求
2.澆注時應使金屬液平穩地注入鑄型
3.爐料應保持清潔,回爐料處理及使用應嚴格遵守工藝規程
五、裂紋
形成原因
1.鑄件各部分冷卻不均勻
2.鑄件凝固和冷卻過程受到外界阻力而不能自由收縮,內應力超過合金強度而產生裂紋
解決方法及修補
1.盡可能保持順序凝固或同時凝固,減少內應力
2.細化合金組織
3.選擇適宜的澆注溫度
4.增加鑄型的退讓性
六、偏析
形成原因
合金凝固時析出相與液相所含溶質濃度不同,多數情況液相溶質富集而又來不及擴散而使先后凝固部分的化學成分不均勻
解決方法
1.熔煉過程中加強攪拌并適當的靜置
2.適當增加凝固冷卻速度
七、成分超差
形成原因
1.中間合金或預制合金成分不均勻或成分分析誤差過大
2.爐料計算或配料稱量錯誤
3.熔煉操作失當,易氧化元素燒損過大
4.熔煉攪拌不均勻、易偏析元素分布不均勻
解決方法
1.爐前分析成分不合格時可適當進行調整
2.最終檢驗不合格時可會同設計使用部門協商處理
八、針孔
形成原因
合金在液體狀態下溶解的氣體(主要為氫),在合金凝固過程中自合金中析出而形成的均布形成的孔洞
解決方法及修補
1.合金液體狀態下徹底精煉除氣
2.在凝固過程中加大凝固速度防止溶解的氣體自合金中析出
3.鑄件在壓力下凝固,防止合金溶解的氣體析出
4.爐料、輔助材料及工具應干燥
總之,金屬零件在鑄造過程中,當液態的熔融金屬開始凝固時,由于內部殘留的各種氣體不能夠及時完全排出,同時金屬結晶在收縮過程中產生收縮不均,從而造成鑄件內部及表面不可避免的形成氣孔、縮孔、裂紋及疏松等用肉眼難以發現的微孔缺陷。

現代汽車工業為了減輕發動機重量、節約油耗,汽車設計過程中較大限度的采用鋁、鎂、鋅等有色輕金屬及其合金材料和薄壁結構鑄件作為發動機設計中的優先選擇,因此現代發動機本體特別是1.6升排量以下的發動機本體的設計發展趨勢為采用鋁合金鑄造技術加工缸體,但由于鋁缸體在鑄造的過程中易出現組織縮松、微孔等鑄造缺陷,特別是當代鋁缸體的鑄造均采用了高壓鑄造技術,這種技術對缸體鑄造來說固然是一個質的飛躍(高壓鑄造缸體外表面組織致密,硬度值偏高,加工余量均勻,工件質量有很大改觀),然而鑄造微孔數量比普通的重力鑄造還要多。
這些微孔不均勻的分布在缸體的各個斷面上,從其分布特點看,可以分為點狀氣孔,網狀氣孔及綜合氣孔,從其形態來看可分為封閉孔、盲孔及通孔。
為了彌補這些鑄造缺陷,降低生產成本,浸滲設備、浸滲工藝技術得到應用和發展。
總結:以上就是臺州浸滲小編整理的有關《淺析:鑄造缺陷形成原因及解決辦法》的大致內容,希望對朋友們有所幫助。如果您還想了解更多有關浸滲的信息,請收藏本站及時關注本站更新。
「東銳浸滲加工」電話:15067682657
(備注:本站部分文章、圖片來源于網絡,如有侵權請第一時間告知,小編核實后會立刻刪除,不接受任何形式的惡意索賠。)
