因為浸滲技術的出現,使得我們的大量的工業產品可以大大的提高的成品率。今天,臺州浸滲小編就來和朋友們簡單聊聊鋁鑄件浸滲處理技術的應用和發展和浸滲工藝及流程,詳情如下:
鋁鑄件浸滲處理技術的應用和發展

目前國外浸滲技術應用不斷擴大,先進工業國家都主張對承壓鑄件進行全浸滲處理,浸滲技術已被汽車制造業和其他主要工業部門認可,如日本幾個大汽車公司在發動機生產中把鑄件浸滲作為一道不可缺少的工序。近些年來,浸滲處理設備和材料的發展,使浸滲處理技術成為挽救汽車鋁鑄件滲漏缺陷令人滿意的工藝方法。
人們對它的認識,不再僅僅作為一種廢品再生的方法,而是把它看作鑄件后續處理過程中公認的生產工藝。
水玻璃是較初應用的一種浸滲劑,它在20世紀四五十年代得到廣泛應用。作為一種無機浸滲劑,它有許多致命的弊端,脫水后體積收縮率高;生產效率低;難清洗;干燥后材料脆,易脫落;滲漏率高等。除一些高溫場合外,在大多數場合已被淘汰。20世紀50年代后期,合成樹脂浸滲劑逐漸占領一定市場。有機熱固化樹脂浸滲劑和厭氧樹脂自固型浸滲劑在20世紀80年代逐漸成為歐美市場主導產品并從20世紀90年代起在范圍內得到普遍應用。目前,用樹脂作浸滲處理填充劑的浸滲處理技術比較成熟,有機浸滲設備在生產要求無滲漏的汽車鋁鑄件中獲得了廣泛的應用。1967年就開始生產和銷售樹脂浸滲材料和設備,汽車工業發達國家在20世紀70年代末推廣應用PC504樹脂浸滲劑,這種浸滲劑填充微細孔隙效果較好,可在熱水中固化處理,浸滲處理鋁鑄件時間通常為15min,因此特別適合于大批量汽車鋁鑄件自動化生產。該公司還研制了一種多用途的自動浸滲處理設備,鋁鑄件浸滲處理過程可全部自動化,且浸滲劑的消耗量少,生產效率高。具有自固化能力,它與空氣接觸不固化,一旦與空氣中的氧隔絕,便起聚合反應,室溫下也會固化。其特點是密封成功率高、低能耗、可生物降解、工藝過程快速、無溢出、優異的耐溶劑及耐熱性能。用于批量大、要求高的鑄件,浸滲合格率可達100%。熱水固化型浸滲劑Resinol90℃,是該公司20世紀90年代研制的產品。它在90℃的熱水(空氣)中通過聚合反應來實現固化,較終在微孔內形成一種熱固性塑料。其特點是低粘度、高滲透性、低收縮率、耐化學介質及耐溫性能優良,密封合格率達98%以上。目前,國內許多廠家都在使用這種產品。
與國外工業發達國家相比,國內用于鋁鑄件的浸滲處理工藝歷史較短。20世紀70年代開始從國外引進浸滲處理技術,先用于汽車發動機生產中鑄件密封。Q492發動機鋁鑄件生產廠家在國內較早應用了浸滲處理技術。至20世紀80年代以后,人們對于浸滲處理技術明顯的經濟效益才予以關注,EQ6100發動機鋁合金壓鑄件及其他生產廠家相繼將浸滲處理技術推廣應用于大量生產中,挽救廢品率達90%以上,近20年來,浸滲技術在我國發展很快,研制出了多種性能好及效益高的新型浸滲劑,取得了良好的經濟效果。我國研制的浸滲設備,如LJS系統真空壓力浸滲設備,在總體設計和自動化程度上,都已接近世界同類產品的水平。
所有汽車鑄件的生產廠家都希望生產出無缺陷的產品,滿足使用要求。事實上,由于產品的不斷發展,產品結構越來越復雜,對鑄件的要求也越來越高,鑄件產生缺陷的機率也增加,任何先進的鑄造技術也難以保證鑄件的合格率。
因此,浸滲處理就成為挽救鑄件缺陷的重要手段之一。過去由于國內鋁鑄件的生產規模不大,汽車鋁鑄件的擴大應用,該項技術的推廣應用具有一定的現實意義,在生產中有廣泛的應用前景。實踐證明,浸滲技術是提高鑄件成品合格率及保證產品使用性能的一種行之的方法。為此,我們應對該項技術進行深入的研究,使其加完善,以促進該項技術的推廣應用,創造大的經濟效益。
浸滲工藝及流程
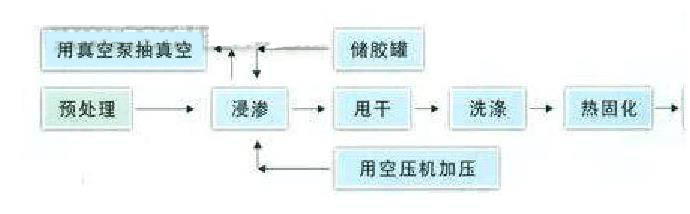
工件浸滲工藝分為前處理、浸滲處理和后處理三個階段。
1-1、前處理前處理工藝包括清洗和干燥等工序。
1-2、浸滲處理浸滲處理工藝包括工件抽真空、負壓吸入浸滲設備、加壓推出浸滲劑、常壓取出工件等工序。
1-3、后處理后處理工藝包括漂洗、鈍化、晾干和熱固化、試壓等工序。
注:浸滲處理后工件應進行泵壓試驗,如有泄露可進行二、第三次浸滲處理,對三次浸滲后仍泄露的工件則作報廢處理。
浸滲工藝詳細的操作過程

a、浸滲預處理:
鑄件較好在拋光加工后進行,粉末冶金較好燒結后進行,零件如有油污可用前處理設備脫脂,清洗脂,清洗,烘干。
b、浸滲:把裝有零件的浸滲籃放入浸滲罐中。
干真空處理:開動真空泵,真空壓力在0.09mpa以上,用真空把零件微孔或裂紋內的空氣(或水、油等)抽出,抽真空時間為10分鐘。
濕真空處理:用真空把膠液吸進浸滲罐內,膠液的液面高出浸滲籃中零件50-80mm為準,繼續抽真空15分鐘,然后緩慢卸下至常壓,浸泡數分鐘。
特殊情況,如采用高粘度密封劑或者工件體積、厚度較大等,則開啟空壓機,用壓縮空氣把膠液壓入零件中的微孔或裂紋內,壓縮空氣壓力根據具體情況而定,如果沒有特殊要求,壓縮空氣壓力在0.4mpa即可,時間為10分鐘。但對大多數用戶,可取消加壓工序,只采用干真空--濕真空浸滲是迄今較的方法。壓力浸滲后開啟輸膠液管道閥門,通過壓力把浸滲罐中的膠液壓回儲膠罐內,卸壓。
c、瀝干及甩干:浸滲完畢,打開浸滲罐的蓋子,用吊鉤把浸滲籃吊離膠液(籃底離開膠液表面),讓浸滲籃及其內裝零件表面粘附液滴干或甩干,放入甩干機,將膠液甩干,然后把浸滲籃移至洗滌罐中。
d、洗滌:洗滌罐中放入能滲過浸滲籃的水。為了能洗滌干凈零件的膠液,浸滲籃上下抖動5次或左右搖擺、增加零件表面與水的摩擦,讓零件表面多余的膠液溶于水中。洗滌時間為1分鐘。洗滌的水集中,經過處理后排出。洗滌次數2次。個別結構特殊的零件,較好再用噴水具沖洗內孔等部位。
e、固化:將洗滌后的零件放入熱水固化槽內,恒溫90°C固化時間20分鐘。
f、試壓:固化后的零件放進試壓機試壓或裝配后試壓。試壓的壓力高低,根據零件的使用壓力而定。
備注:用于粉末冶金件上有密集較大砂孔的零件,可能有少量零件密封失敗,對這種情況建議用戶先提供試件,由本廠進行浸滲合格率評估,確保密封成功率在98%以上,再采用本工藝。
總結:以上就是臺州浸滲小編整理的有關《鋁鑄件浸滲處理技術的應用和發展和浸滲工藝及流程》的全部內容,希望能給您答疑解惑。如果您還想了解更多有關鋁鑄件的謹慎處理信息,請收藏本站及時關注本站更新。
總結:以上就是關于《浸滲廠家談:鋁鑄件浸滲處理技術的應用和發展和浸滲工藝及流程》的全部內容,希望對大家有所幫助。想了解更多有關浸滲劑、浸滲設備、浸滲加工方面的相關內容,請收藏本站及時關注本站更新。東銳浸滲唯一官方網址:www.ucsuganda.com「東銳浸滲加工」電話:15067682657
(備注:本站部分文章、圖片來源于網絡,如有侵權請第一時間告知,小編核實后會立刻刪除,不接受任何形式的惡意索賠。)
